
Эскизный проект завода по производству лицевого гиперпрессованного кирпича и гиперпрессованнной плитки
1. Введение
Предметом и конечной целью этого проекта является реализация производства кирпича методом полусухого прессования, производительностью около 15 миллионов условного гиперпрессованного кирпича в год, на первом этапе, и около 15 миллионов условного гиперпрессованного кирпича в год на втором этапе.
1.1 Промежуточные цели и задачи проекта
- a. Определение концептуальных решений производства
- b. Определение технологической цепи производства
- c. Подбор оборудования для производства гипер прессованного кирпича (в т ч лего кирпича) отвечающего целям и задачам
- d. Составление перечня оборудования
- e. Определение технических характеристик оборудования
- f. Размещение оборудования для гипер прессованного кирпича на площадях здания предоставленного Заказчиком
- g. Разработка схемы подключения оборудования к инженерным сетям
- h. Уточнение проектных решений
Далее пункты настоящего документа будут соответствовать, перечисленным выше промежуточным целям и задачам проекта.
1.2 Состав проекта
Данный проект состоит из следующих частей:
- Акт №2 выполненных работ
- Текстовая часть
- Приложение №1 - Принципиальная схема размещения оборудования для гиперпрессованного кирпича и гиперпрессованнной плитки.
- Приложение №2 - Перечень оборудования и его технические характеристики.
- Приложение №3 - Схема подключения оборудования к инженерным сетям.
- Приложение №4 - Список персонала цеха.
- Приложение №5 - Стоимость и комплектация оборудования.
2. Определение концептуальных решений производства
Подробнее
Производство будет организованно на основе технологи изготовления гипер прессованного кирпича методом полусухого прессования с применением цементного вяжущего. Выбор этой технологии обусловлен наименьшими первоначальными затратами, по сравнению с технологиями на известковом, или глиняном связующем.
Цех общей производительностью более 25 миллионов условного кирпича в год. Будет реализован, по средствам двух параллельных линий, производительностью более 14 миллионов условного кирпича в год. Первая линия будет реализована как первая очередь проекта. Вторая линия как вторая очередь проекта.
Выбранный тип производства – автоматическое производство. Степень автоматизации производства будет взвешена и определена исходя из стоимости систем обеспечивающих автоматизацию, по сравнению с долговременной стоимостью решений реализующих альтернативный уровень автоматизации.
Всё производство будет объединено общей системой управления.
Производство будет выпускать продукцию (гипер прессованный кирпич, гипер прессованная плитка и лего кирпич) в три смены по 8-мь часов каждая – 24 час в сутки, при этом работа в автоматическом режиме будет составлять 21 час.
Первая линия будет содержать в себе всё необходимое оборудование для организации автоматического цеха производительностью более 14 миллионов условного гипер прессованного кирпича в год. Некоторое оборудование будет иметь более чем двух кратный запас производительности с целью организации второй очереди производства без замены работающего оборудования.
3. Определение технологической цепи производства
Подробнее
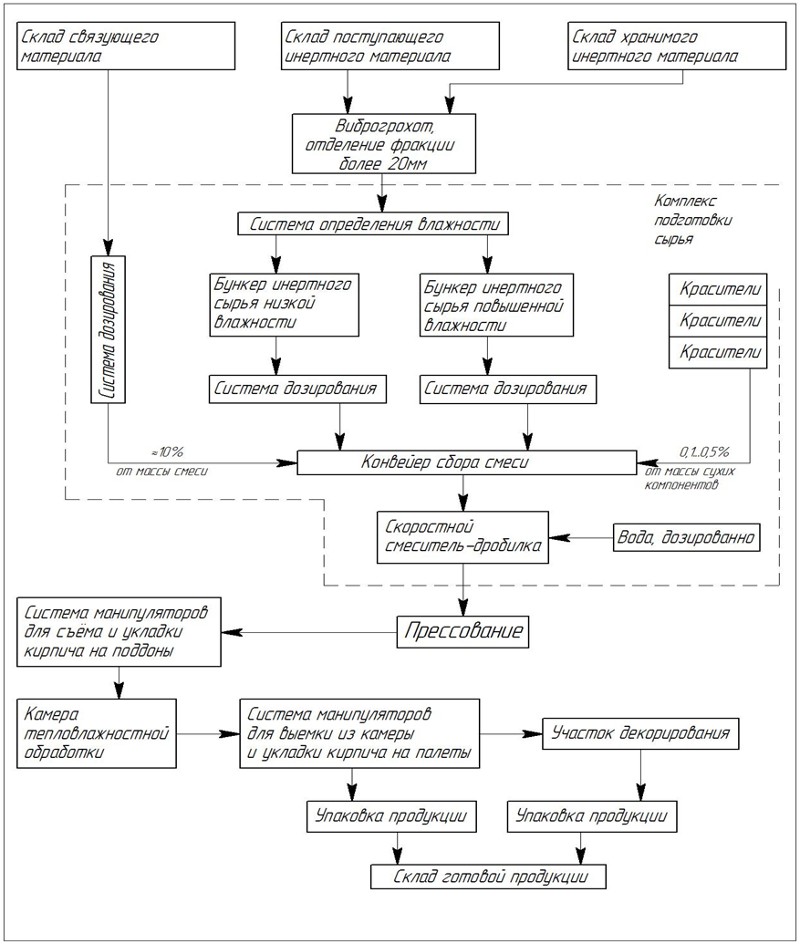
Принятая технология производства – изготовления кирпича методом полусухого прессования с применением цементного вяжущего, с последующим набором прочности изделий в камере тепло-влажностной обработки.
Технологическая цепь производства отражается на рисунке №1. приведённого ниже.
Данная технологическая цепь позволяет получить готовую упакованную продукцию, трёх типов – гиперпрессованная плитка , лицевой гиперпрессованный кирпич, декоративный кирпич лего.
4. Подбор оборудования отвечающего целям и задачам производства
Подробнее
Оборудование должно реализовывать следующие действия:
- приём основного инертного сырья;
- приём и хранение цемента;
- транспортировку цемента к позиции дозирования;
- отделение от основного сырья частиц размером более 20мм;
- измерение влажности;
- распределение сырья по двум бункерам в зависимости от измеренной влажности;
- весовое дозирование инертного компонента;
- весовое дозирование цемента;
- весовое дозирование красителей;
- сбор дозированных компонентов;
- смешивание и дробление;
- измерение влажности;
- добавление нужного количества воды;
- выдача готовой смеси;
- распределение готовой смеси по прессам;
- прессование изделий;
- отбор гиперпрессованных кирпичей с прессов;
- складывание кирпичей на технологические поддоны;
- перемещение поддонов с кирпичами в камеру тепловлажностной обработки;
- забор кирпича из камеры тепловлажностной обработки и перекладывание его на палеты;
- распределение кирпича на участок декорирования и на упаковку;
- упаковка палет и выдача готовой продукции;
- декоративная колка;
- упаковка декорированного кирпича;
- оборудование обеспечивающее производство сжатым воздухом.
Так же, должно иметь место оборудование предотвращающее попадание пыли в помещение цеха.
Оборудование, обеспечивающее приёмку и хранение цемента, а так же распределение цемента по производству будет рассматриваться отдельно и дополнительно к этому документу.
5. Составление перечня оборудования
Подробнее
Полный список оборудования отражён в приложении № 5 – «Стоимость и комплектация оборудования для гиперпрессованного кирпича », а также в приложении №2 – «Перечень оборудования и его технические характеристики».
Отражённое в приложениях оборудование обеспечивает реализацию концептуальных решений описанных в пункте 2 настоящего документа, в соответствии с технологической цепочкой производства описанной в пункте 3.
6. Определение технических характеристик оборудования
Подробнее
Технические характеристики оборудования представлены в приложении №2 – «Перечень оборудования и его технические характеристики».
7. Размещение оборудования на площадях здания предоставленного Заказчиком
Подробнее
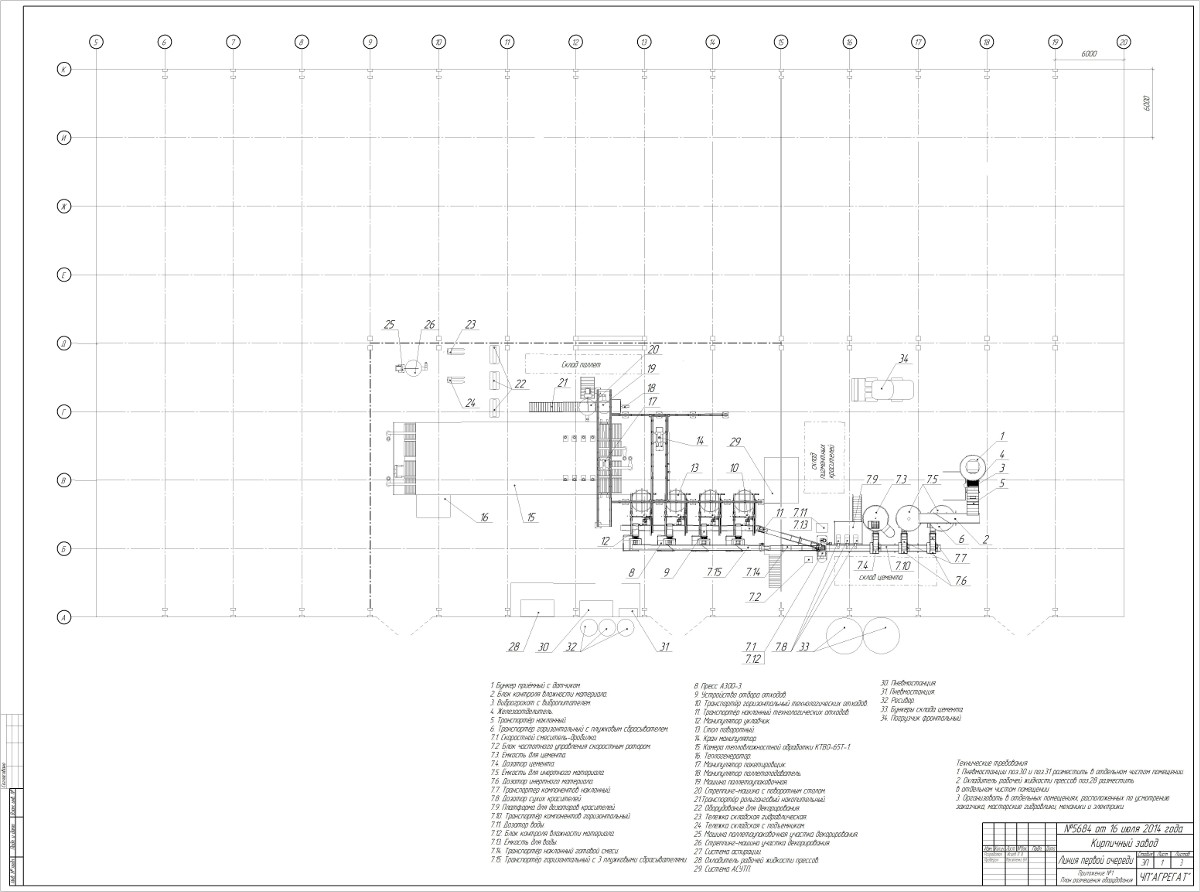
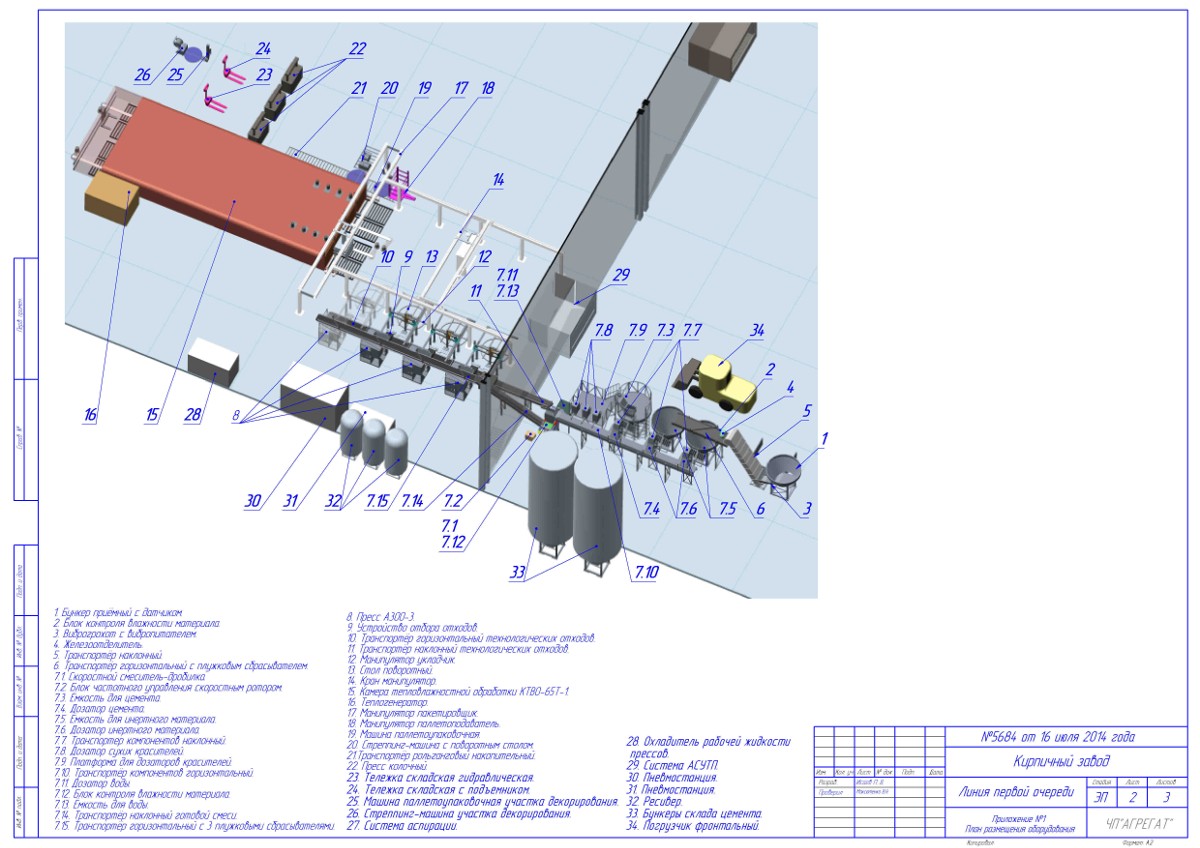
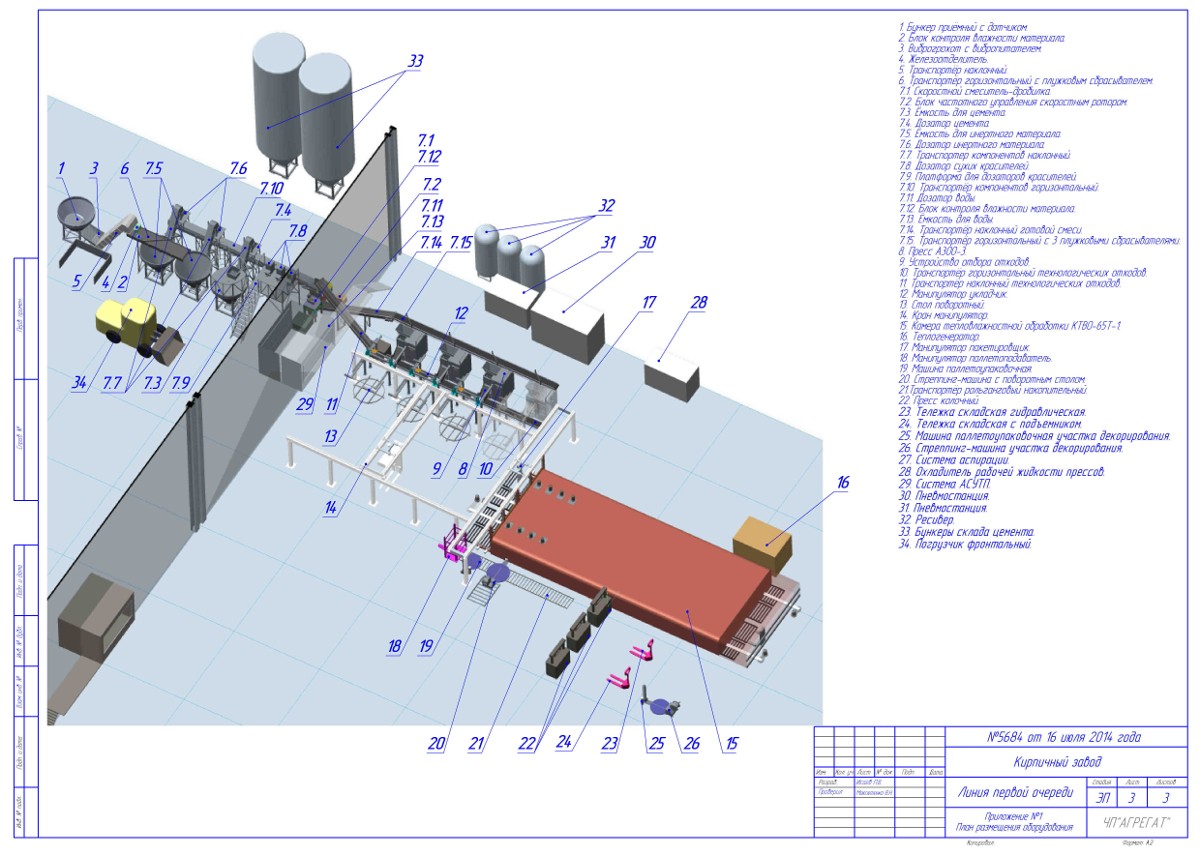
Размещение оборудования представлено в приложении №1 – «Принципиальная схема размещения оборудования». Приложение №1 включает в себя непосредственно схему размещения, аксонометрические проекции размещения оборудования, представленные для наглядности, и схему распределения нагрузок передаваемых на фундамент от оборудования.
8. Разработка схемы подключения оборудования к инженерным сетям
Подробнее
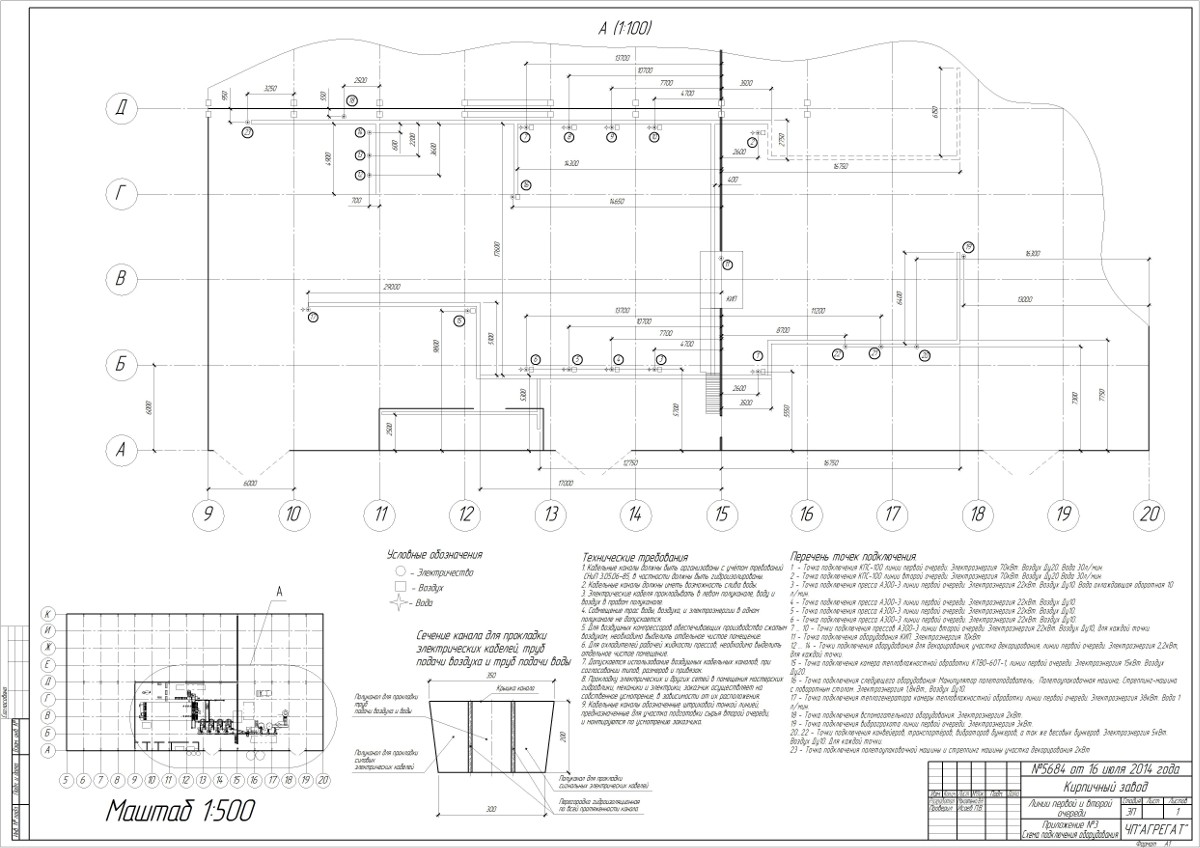
Схема с обозначенными точками подключения оборудования представлена в приложении №3 – «Схема подключения оборудования к инженерным сетям».
9. Уточнение проектных решений
Подробнее
В этом пункте будет рассмотрена степень автоматизации производства. Оценена производительность выбранного оборудования. Описана автоматическая система управления производством.
Производство будет полностью автоматизировано на следующих этапах: на этапе составления смеси и подготовки сырья; на этапе прессования и заполнения камеры тепловлажностной обработки; на этапе разгрузки камеры и упаковки не декорированного лего кирпича.
Такие позиции и этапы как загрузка основного инертного сырья в главный бункер, складирование готовой продукции, декорирование изделий и упаковка декорированных изделий будут частично автоматизированы. Очевидно, что автоматизация этих позиций потребует неоправданно высоких затрат на оборудование позволяющее осуществить подобную автоматизацию.
Общая номинальная производительность оборудования линии первой очереди составит 14 миллионов, 175 тысяч единиц условного кирпича в год. Номинальная производительность одного пресса А300-3 составляет 900шт условных кирпичей в час. Производство выпускает кирпич в три смены, по 7-мь часов каждая, в течении 250-ти дней в году.
Таким образом, производительность комплекса составит:
900×3×250×21= 14175000 штук условного кирпича.
10. Персонал цеха
Подробнее
Список персонала цеха с указанием их квалификации и служебных обязанностей приведён в приложении №4 – «Список персонала цеха».
Приложение №1 - Принципиальная схема размещения оборудования для гиперпрессованного кирпича и гиперпрессованнной плитки
Приложение №3 - Схема подключения оборудования к инженерным сетям
Приложение №4 - Список персонала цеха
Подробнее
Приложение № 4 к акту выполненных работ №2 по договору ______на выполнение проектных работ от __.__.2013
Список персонала завода по выпуску гипер прессованного кирпича
- 1. Оператор – начальник смены……………………………………………………………... 3 чел.
Обязанности: контроль и управление работой завода.
Квалификация: инженер АСУ; инженер-электроник, инженер, способный пройти инструктаж и усвоить информацию. - 2. Водитель фронтального погрузчика – механик – наладчик……………………………. 3 чел.
Обязанности:
1) загрузка инертного материала в бункер,
2) загрузка пигментов в дозаторы,
3) техническое обслуживание оборудования.
Квалификация: механик с правом управления погрузчиком. - 3. Дежурный инженер – электроник – наладчик…………………………………………... 3 чел.
Обязанности: техническое обслуживание оборудования завода
Квалификация: инженер-электроник; инженер механик; инженер, способный пройти инструктаж и усвоить информацию. - 4. Дежурный механик – наладчик………………………………………………………….. 3 чел.
Обязанности: техническое обслуживание оборудования завода.
Квалификация: инженер механик; инженер, способный пройти инструктаж и усвоить информацию. - 5. Упаковщик.
Обязанности: работа на участке упаковки гипер прессованного кирпича лего и гипер пресованной плитки……………………………………………... 3 чел.
Квалификация: рабочий, прошедший инструктаж. - 6. Водитель вилочного погрузчика – механик – наладчик………………………………... 3 чел.
Обязанности:
1) вывоз готовой продукции на склад,
2) техническое обслуживание оборудования.
Квалификация: механик с правом управления погрузчиком. - 7. Слесарь.
Обязанности: обслуживание и текущий ремонт гидравлики и оснасток…………… 1 чел.
Квалификация: слесарь; механик. - 8. Рабочие участка декорирования………………………………………………………….. 3 чел.
Обязанности:
1) декорирование кирпича методом раскалывания,
2) упаковка декорированного гипер пресованного кирпичакирпича.
Квалификация: рабочий, прошедший инструктаж.
